
Cистема контроля геометрии муфт
Данная система предназначена для контроля параметров резьбы муфт нефтегазового сортамента, выпускаемых согласно ГОСТ 632-80, ГОСТ 633-80, ГОСТ 31446-2017 (ISO 11960:2014), а также по стандартам API, и другим нормативным документам. Перечень параметров подвергаемых контролю:
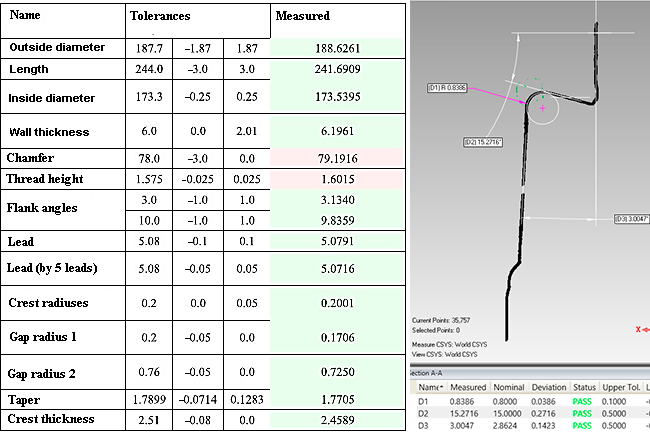
- Диаметр резьбы в основной плоскости (по вершине, впадине, либо средней линии высоты витка)
- Отклонение угла конусности вершин и впадин резьбы от номинала
- Углы торцевых и радиальных уплотнительных элементов (для резьбовых соединений класса «премиум»)
- Высота витка резьбы
- Ширина витка/впадины по средней линии высоты резьбы
- Углы наклона закладной и опорной сторон профиля (в т.ч. отрицательные углы до -20 град)
- Шаг витков резьбы
- Погрешность шага витков резьбы на дюйм
- Контур профиля резьбы (контроль на наличие подрезов витков и прочих несовершенств профиля)
- Наружный диаметр тела муфты
- Отклонение от круглости диаметра уплотнительных герметизирующих элементов, диаметра резьбы, диаметра тела муфты
Система обладает следующими возможностями:

Автоматизированная система контроля геометрии резьбы нефтегазовых муфт расширяет возможности покупателей и поставщиков трубной продукции.
Покупатель получает следующие преимущества:
- Детальный анализ качества всех элементов обычной и премиальной резьбы, что позволит вовремя выявить бракованную продукцию и отклонить поставку.
- Независимый от человеческого фактора объективный контроль качества продукции, отказ от ручных контактных средств контроля и переход к современным инструментам.
- Обновление базы данных измерений в реальном времени, что позволит автоматически анализировать качество поставщиков и контролировать процесс производства продукции.
Со своей стороны, поставщик получает следующие преимущества:
- Своевременное выявление брака и улучшение собственной репутации, за счет недопущения поставки негодной продукции.
- Отказ от ручных средств контроля качества, что позволит экономить на их обслуживании.
- Автоматизация и цифровизация контроля качества, обеспечение на производстве обратной связи в реальном времени, что позволит увеличить процент выхода годной продукции и сократить персонал, снизив тем самым себестоимость.
Наши системы станут неотъемлемой частью Индустрии 4.0, так как они позволят соединить процесс разработки, производства и приемки в одну саморегулирующуюся систему, что сделает производство полностью автоматическим на всех этапах